- Überblick
- Produktbeschreibung
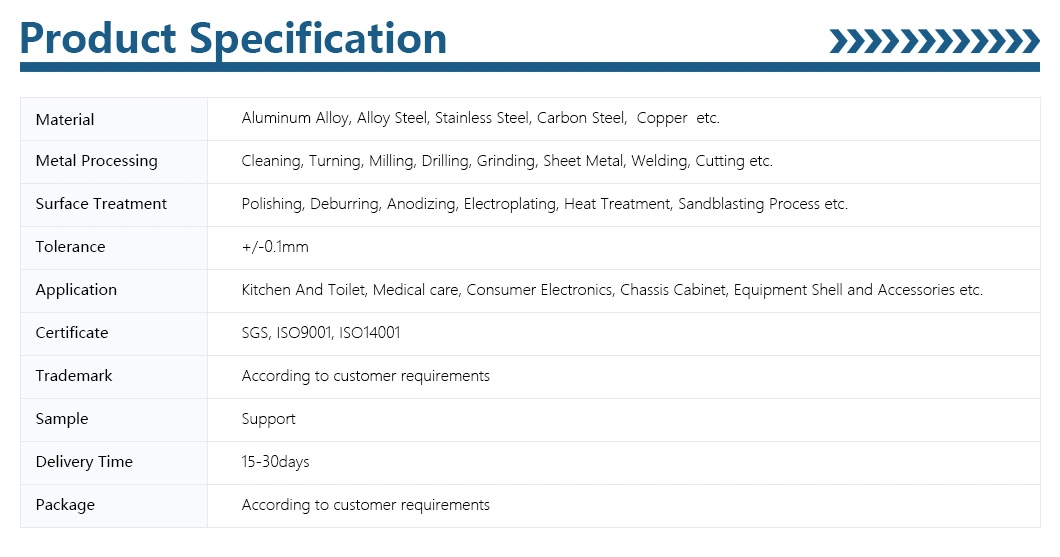
Grundlegende Informationen.
Modell Nr.
S71
Funktion
Blechfertigungsdienst
Prozess
Sheet Metal Fabrication Stamping Bending
Farbe
oem
Typ
Laser Cutting Welding Stamping Bending
Zertifikat
SGS, ISO 9001:2015 & 14001:2015
Zeichnungsformat
3D/cad/dwg//Step/pdf
After Warranty Servicecity
Technischer Video-Support, Online-Support
Anpassung
ja!!
Funktion
Top Quality and Used in High End Market
Versand
shanghai, ningbo
Beispiele
7-15 Tage
Transportpaket
Pallet Box
Spezifikation
oem
Warenzeichen
Sheetwell
Herkunft
Shanghai, China
HS-Code
76109000
Produktionskapazität
900000
Produktbeschreibung
Was sind die gängigen Verarbeitungstechnologien für Automobilblechteile?
1) Curling
Automobilblechteile enthalten in der Regel scharfe Kanten mit "Haar" nach der Erstproduktion. Crimpen ist ein Umformprozess, bei dem eine Metallplatte entgratt wird, um eine glatte Kante zu erzeugen
2) Biegen
Ein weiterer gemeinsamer Umformprozess von Automobilblechteilen ist Biegen. Unternehmen in der Regel verwenden Bremspresse oder ähnliche Maschine Presse, um Automobil-Blechteile biegen.
3) Bügeln
Es ist auch möglich, Metallplatten aufzuladen, um eine gleichmäßige Dicke zu erreichen. Zum Beispiel sind die meisten Hutspiegel aus Eisen. Im Originalzustand ist die Aluminiumplatte zu dick für das Getränk, daher muss sie gebügelt werden, um dünnere und gleichmäßigere Zutaten zu erhalten
4) Laserschneiden
In den letzten Jahren hat sich das Laserschneiden zu einem immer häufiger verwendeten Umformprozess für Blechteile in der Automobilindustrie entwickelt. Durch Laserschneiden wird die Metallplatte einem hochenergetischen Laser ausgesetzt und verbrennt Löcher im Metall.
5) Hydroforming
Ein wenig bekannter Umformprozess von Automobil-Metallteilen ist hydraulische Umformung. Wie tief Zeichnung, hydraulische Umformung beinhaltet das Ziehen Wolle auf der Form. Was ist also der Unterschied zwischen IHU und Tiefziehen? Der Hauptunterschied zwischen diesen beiden Prozessen ist, dass die Tiefziehtechnik die Ziehung um ein Vielfaches reduzieren muss, während die hydraulische Umformung in nur einem Schritt durchgeführt werden kann.
6) Stanzen
Stanzen ist ein Umformprozess von Automobilblechteilen, die Stanzen Löcher in Automobilblechteilen mit Stanzen und Matrizen beinhaltet. Automobil-Blechteile werden zwischen Stanzen und sterben, und dann Stanzen werden nach unten gedrückt und durch Metallplatten, um ein Loch zu bilden







1) Curling
Automobilblechteile enthalten in der Regel scharfe Kanten mit "Haar" nach der Erstproduktion. Crimpen ist ein Umformprozess, bei dem eine Metallplatte entgratt wird, um eine glatte Kante zu erzeugen
2) Biegen
Ein weiterer gemeinsamer Umformprozess von Automobilblechteilen ist Biegen. Unternehmen in der Regel verwenden Bremspresse oder ähnliche Maschine Presse, um Automobil-Blechteile biegen.
3) Bügeln
Es ist auch möglich, Metallplatten aufzuladen, um eine gleichmäßige Dicke zu erreichen. Zum Beispiel sind die meisten Hutspiegel aus Eisen. Im Originalzustand ist die Aluminiumplatte zu dick für das Getränk, daher muss sie gebügelt werden, um dünnere und gleichmäßigere Zutaten zu erhalten
4) Laserschneiden
In den letzten Jahren hat sich das Laserschneiden zu einem immer häufiger verwendeten Umformprozess für Blechteile in der Automobilindustrie entwickelt. Durch Laserschneiden wird die Metallplatte einem hochenergetischen Laser ausgesetzt und verbrennt Löcher im Metall.
5) Hydroforming
Ein wenig bekannter Umformprozess von Automobil-Metallteilen ist hydraulische Umformung. Wie tief Zeichnung, hydraulische Umformung beinhaltet das Ziehen Wolle auf der Form. Was ist also der Unterschied zwischen IHU und Tiefziehen? Der Hauptunterschied zwischen diesen beiden Prozessen ist, dass die Tiefziehtechnik die Ziehung um ein Vielfaches reduzieren muss, während die hydraulische Umformung in nur einem Schritt durchgeführt werden kann.
6) Stanzen
Stanzen ist ein Umformprozess von Automobilblechteilen, die Stanzen Löcher in Automobilblechteilen mit Stanzen und Matrizen beinhaltet. Automobil-Blechteile werden zwischen Stanzen und sterben, und dann Stanzen werden nach unten gedrückt und durch Metallplatten, um ein Loch zu bilden
| 1. Rohmaterial | Kupfer, Phosphor-Kupfer, Messing, Edelstahl, Aluminium, Stahl, Federstahl, Nickel-Silber... und alle Arten von Metall; |
| 2. Oberflächenbehandlung | Gold / Silber / Zinn / Nickel / Zink / Chrom / Kupferbeschichtung / Laserätzen / Siebdruck / Phosphatierung (kann Salzsprühtest mit 160 Stunden bestehen) / Schwarzbeschichtung / Lackieren / Power Coating / Elektrophorese / Passivieren / Entgraten / Polieren / Pinsel nach ROHS-Standard; |
| 3. Angebot | Bitte stellen Sie die formalen Zeichnungen (normalerweise mit DWG/STP/PDF Datei), und machen Sie Notizen mit Material / MENGE / Oberflächenbehandlung und alle anderen Anforderungen, wir werden Ihnen das Angebot innerhalb von 48-72 Stunden; |
| 4. Prototyp & Form | Wir fertigen die Prototypen oder Formen nach den Zeichnungen, die von uns und den Kunden bestätigt wurden! Die Vorlaufzeit hängt von der Struktur und der menge der Teile ab, normalerweise beträgt die Vorlaufzeit für Prototypen 3-15 Tage; die Vorlaufzeit für Werkzeug 10-25 Tage; |
| 5. Produktion | Wir werden Muster nach den Zeichnungen zur Genehmigung an den Kunden liefern. Dann vereinbaren Sie die Produktion und bestätigen Sie das Lieferdatum gemäß der Bestellung; in der Regel ist die Vorlaufzeit für die Produktion 5-30 Tage, die Struktur der Teile ist anders, und die Vorlaufzeit wird unterschiedlich sein. |
| 6. Paket | Plastiktüten; Aufbewahrungsbox; Rolle/Klebeband-Paket; Kunststoffschale; Holzkiste; Export Karton und jede andere kundenspezifische Paket nach den Wünschen der Kunden. |







